Technologie Biothane Advanced UASB (Upflow Anaerobic Sludge Blanket) i Biobed® Advanced EGSB (Expanded Granular Sludge Bed) to niezwykle kompaktowe, wysokowydajne, beztlenowe procesy oczyszczania ścieków przemysłowych z wykorzystaniem osadów granulowanych.
Przegląd
SPRAWDZONA DOSKONAŁA WYDAJNOŚĆ OBNIŻA KOSZTY OPERACYJNE
System Biobed® Advanced przy wysokim obciążeniu reaktora osiąga nie tylko zdolność retencji biomasy taką samą jak w tradycyjnym UASB, ale także podobną skuteczność redukcji ChZT.
W instalacjach pilotażowych i pełnoskalowych zawsze obserwowano stabilny przyrost osadu granulowanego.
Do tej pory nasza firma wykonała w Polsce 20 instalacji w tej technologii, z których część jest w eksploatacji od ponad 5 lat. Największy reaktor o pojemności 9000 m3 i wydajności usuwania ChZT na poziomie 183 ton dziennie znajduje się w fabryce papieru w Chinach. Nasz wysokoobciążony system wykazuje doskonałą skuteczność usuwania ChZT, co skutkuje redukcją kosztów zużycia substancji chemicznych i znacznym obniżeniem kosztów tlenowego doczyszczania.
Doświadczenia uzyskane z wdrożeń pełnoskalowych wykazały, że system Biobed® Advanced wymaga mniejszych nakładów inwestycyjnych, generuje mniejsze ogólne koszty eksploatacyjne, a także wymaga mniej intensywnej obsługi w porównaniu z innymi systemami beztlenowymi.
KOMPAKTOWY SEPARATOR ZMNIEJSZA KOSZTY INWESTYCJI
Separator trójfazowy zastosowany w Biobed® Advanced może pracować przy wyższych prędkościach przepływu wznoszącego cieczy i gazu, a tym samym zmniejsza wymaganą powierzchnię ogólną separatorów w reaktorze. Kompaktowa konstrukcja pozwala na użycie mniejszych ilości materiałów konstrukcyjnych i pozwala zmniejszyć wysokość reaktora o około 1 metr.
Standardowa konstrukcja separatora pasuje zarówno do zbiorników okrągłych jak i kwadratowych, o wysokości do 20 metrów.
Prosty, lecz bardzo skuteczny system odbioru ścieków wyposażony jest w rury odpływowe i stanowi uzupełnienie standardowej konstrukcji, a zastosowanie standardowych płyt ze stali nierdzewnej i cięcia maszynowego ogranicza koszty siły roboczej podczas produkcji, a co za tym idzie obniża ogólne koszty jednego m2 separatora.
Zastosowanie separatorów, których wymiary zewnętrzne umożliwiają ich transport w standardowym kontenerze morskim o długości 12,1 m, pozwala na minimalizację kosztów transportu.
KORZYŚCI
- Technologia opracowana na podstawie gruntownych badań
- Separator i reaktor o niewielkich rozmiarach
- Prosty i niezawodny system odbioru ścieków oczyszczonych
- Elastyczna wysokość reaktora
- Możliwość wykonania reaktorów stalowych lub betonowych, okrągłych lub prostokątnych
- Doskonała skuteczność usuwania zanieczyszczeń
- Duża dostępność biomasy do zaszczepienia
- Niskie zużycie substancji chemicznych
- Brak emisji zapachów
- Zredukowane wymiary tlenowego oczyszczania końcowego
- Niewielkie rozmiary
- Niskie koszty inwestycyjne i operacyjne
ROZWÓJ TECHNOLOGII BIOBED® ADVANCED
Trudno w to uwierzyć, że system oczyszczania ścieków może być nie tylko tańszy, ale również gwarantować lepszą wydajność!
Łączenie najlepszych cech obu technologii
Systemy UASB cechują się wysoką skutecznością rozkładu ChZT oraz wysoką retencją i produkcją beztlenowego osadu granulowanego. Natomiast głównym czynnikiem zachęcającym do wdrożenia systemów EGSB są znacznie obniżone koszty inwestycyjne ze względu na wyższe współczynniki obciążenia jednostkowego (2-3 razy) oraz większą wysokość reaktorów (2-3 razy), co dodatkowo zmniejsza wymaganą powierzchnię pod zabudowę.
W procesie opracowywania reaktora Biobed® Advanced dążyliśmy do połączenia doskonałej wydajności reaktora UASB z opłacalnością systemu wysokoobciążonego. Dzięki temu powstała innowacyjna konstrukcja reaktora, która w praktyce zapewnia ponadprzeciętne właściwości retencji osadu.
Reaktor Biobed® Advanced może być zaprojektowany jako system całkowicie zamknięty, co zapewnia brak emisji zapachów.
Badania pilotażowe
testami z instalacji pilotażowych obsługujących różne rodzaje ścieków, potwierdziły doskonałą wydajność opatentowanego reaktora Biobed® Advanced.
Modelowanie hydrauliczne z wykorzystaniem modelu separatora w skali 1:1 umożliwiło precyzyjne dostosowanie właściwości separacji fazy ciekłej i gazowej oraz dopracowanie konstrukcji separatora Biobed® Advanced.
Przeprowadzone badania potwierdziły również możliwość skutecznego oczyszczania ścieków o złożonym składzie w reaktorach wysokoobciążonych. Również w przypadku ścieków o złożonym składzie wykazano możliwość oczyszczania przy wysokim obciążeniu reaktora.
Podczas badań w instalacjach pilotażowych wydajność Biobed® Advanced może być jeszcze większa poprzez zastosowanie nowoczesnego systemu sterowania reaktorem BM Control® SMART.
Cechy Biobed® Advanced
- 12 lat pełnego doświadczenia w zakresie wdrożeń pełnoskalowych
- 4 instalacje pilotażowe w 2 lokalizacjach
- 71 pełnoskalowych reaktorów oczyszczających ścieki generowane przez następujące przemysły:
- - przemysł celulozowy i papierniczy;
- - przemysł chemiczny i produkcja kwasu tereftalowego (PTA);
- - branża spożywcza:
- mleczarstwo, produkcja cukru i przetwarzanie ziemniaków;
- - browary i destylarnie
- Największa instalacja o wielkości 9000 m3 i wydajności 183 tony ChZT/dzień
- Najmniejsza instalacja o wielkości 150 m3 i wydajności 2,8 tony ChZT/dzień
Zastosowanie
PROCES OCZYSZCZANIA
W celu przygotowania ścieków przemysłowych do oczyszczania beztlenowego, wartość pH i temperatura ścieków surowych są regulowane na etapie oczyszczania wstępnego w zbiorniku kondycjonowania. Następnie ścieki mieszane są ze ściekami oczyszczonymi beztlenowo w celu homogenizacji zawartości. Jeżeli jest to konieczne dodawane są substancje odżywcze w celu osiągnięcia warunków optymalnego wzrostu dla beztlenowej biomasy wewnątrz reaktora Biobed® EGSB.
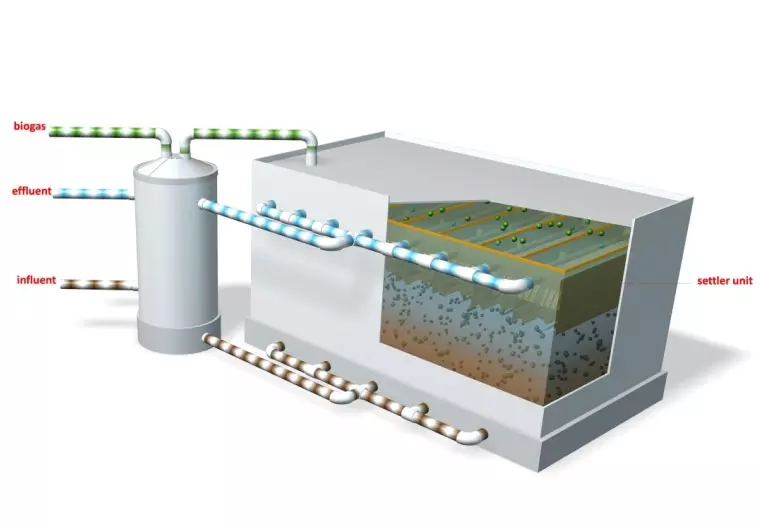
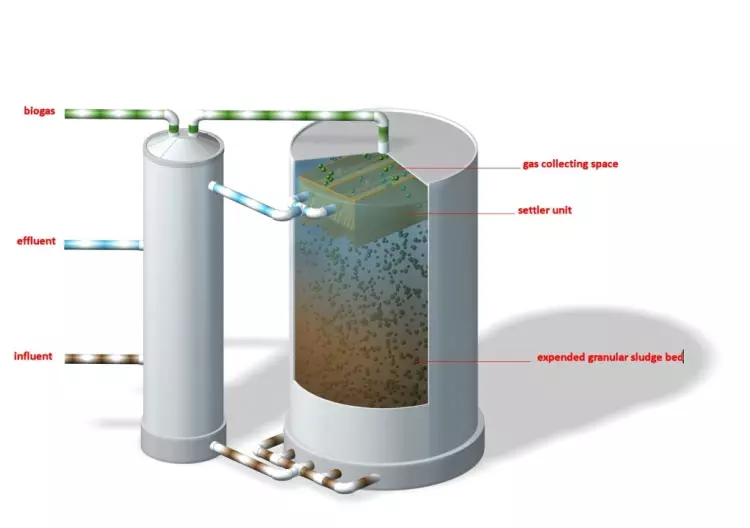
Na kolejnym etapie procesu oczyszczania kondycjonowane ścieki są pompowane przy stałym, ciągłym przepływie do reaktora Biobed® Advanced. Specjalny system dystrybucji ścieków gwarantuje równomierny ich rozkład na całej powierzchni reaktora. Następnie ścieki przechodzą przez gęste, złoże beztlenowej biomasy granulowanej, w którym następuje biologiczne oczyszczanie poprzez przekształcenie ładunku ChZT (chemiczne zapotrzebowanie tlenu) występującego w ściekach na biogaz.
W górnej części reaktora zamontowane są opatentowane trójfazowe separatory - oddzielają one oczyszczone ścieki od produkowanego biogazu i biomasy. Biomasa osadza się z powrotem na dnie reaktora, a część oczyszczonych ścieków jest zatrzymywana w zbiorniku kondycjonowania w celu rozcieńczenia stężonych ścieków dopływających do reaktora.
Biogaz gromadzony jest w górnej przestrzeni reaktora i odprowadzany rurociągami do instalacji oczyszczania biogazu. W kontrolowanych warunkach może być on spalany w pochodni biogazu lub być alternatywnie wykorzystany jako źródło energii dla zakładu produkcyjnego.
BIOBED® ADVANCED EGSB
BIOTHANE ADVANCED UASB